

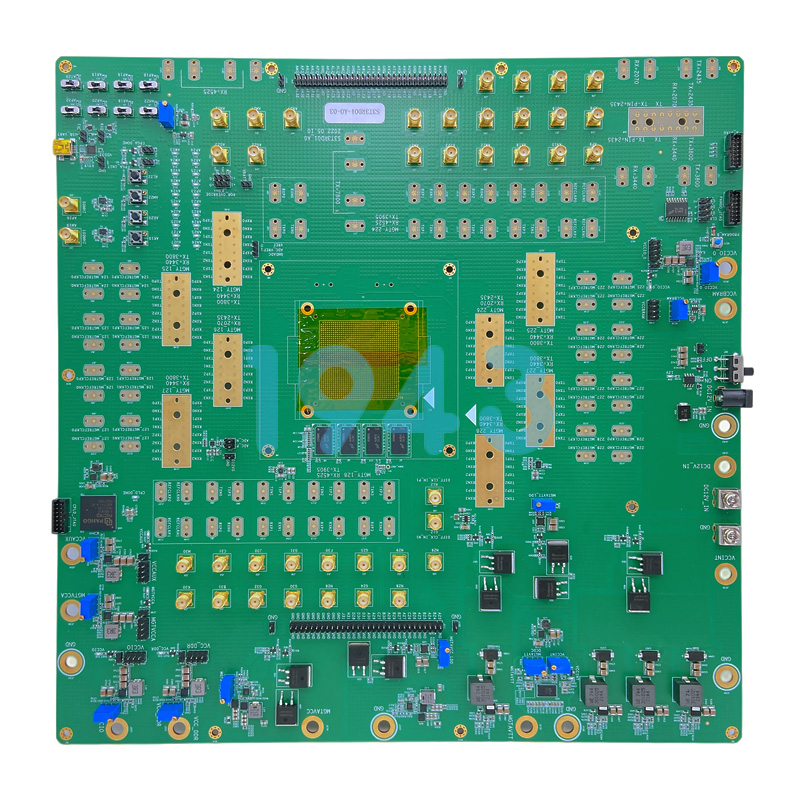
在5G通讯基站的PCBA加工中,射频板作为高频信号传输的核心载体,其性能直接影响信号质量与传输稳定性。SMT贴片加工环节中,同轴连接器与微带线的焊接是关键工艺节点——这两类部件不仅承担着高频信号的转接功能,其焊接精度还与特性阻抗匹配、信号损耗、驻波比等关键指标紧密相关。深圳SMT贴片加工厂-1943科技从焊接难点分析、工艺控制要点、设备选型策略与质量保障体系等维度,探讨实现精准焊接的技术路径。
一、焊接工艺难点解析
(一)几何精度要求严苛
同轴连接器的中心导体直径通常小于0.5mm,与微带线的焊接区域宽度普遍在0.3-0.8mm之间,焊盘对位偏差需控制在±50μm以内,否则易导致特性阻抗突变。微带线的介质基板厚度多为0.5-1.0mm,材料热膨胀系数差异(如FR-4与陶瓷基板)会在焊接过程中产生应力形变,影响焊点一致性。
(二)高频信号传输特性敏感
焊接界面的金属间化合物(IMC)厚度需严格控制在1-3μm:过薄易导致机械强度不足,过厚则增加信号损耗。焊点表面的粗糙度、气孔率等微观缺陷会引入额外的寄生参数,影响1GHz以上频段的信号完整性,尤其是28GHz以上毫米波频段,对焊接界面的电磁连续性提出极高要求。
(三)多材料兼容性挑战
同轴连接器常采用镀金/镀银表面处理,微带线焊盘多为化学镍金(ENIG)或有机可焊性保护层(OSP),不同镀层的冶金兼容性差异要求焊料合金成分与焊接温度窗口精准匹配。同时,部分高频基板采用聚四氟乙烯(PTFE)等低介电常数材料,高温下易发生分层或形变,需严格控制焊接热输入量。
二、关键工艺控制要点
(一)焊前预处理技术
- 焊盘设计优化微带线焊盘需根据传输线阻抗要求进行渐变设计,焊接区域与接地平面保持合理间距以减少寄生电容。同轴连接器焊盘应设置定位凹槽或基准标记,配合光学对位系统实现±25μm的贴装精度。建议采用阶梯式焊盘结构,通过0.1mm高度差补偿基板与连接器的共面度误差。
- 表面清洁工艺采用等离子体处理技术去除微带线表面的有机污染物,处理功率控制在50-100W,时间30-60秒,确保表面张力≥70mN/m。同轴连接器引脚使用无水乙醇超声清洗,频率40kHz,时间不超过2分钟,避免镀层损伤。
(二)精密贴装技术
- 高精度贴片机应用选用配备激光共面度检测与视觉对位系统的贴片机,XY轴定位精度≤±25μm,θ轴旋转精度≤±0.1°。针对异形同轴连接器,定制专用吸嘴,通过真空压力传感器实时监测贴装压力(建议5-10N),避免引脚变形。
- 焊膏印刷控制采用0.1-0.15mm厚度的不锈钢模板,开口尺寸比焊盘单边缩小10-15μm,通过激光镭射加工保证开口边缘粗糙度Ra≤1.6μm。印刷压力控制在3-5N/mm,刮刀速度50-80mm/s,每印刷50片进行一次3DSPI检测,确保焊膏体积偏差≤±5%。
(三)焊接工艺参数优化
- 回流焊工艺窗口针对铅锡合金(Sn63Pb37)或无铅焊料(如SAC305),预热区升温速率控制在1-1.5℃/s,保温区温度150-180℃,时间60-90秒,确保焊膏溶剂充分挥发。回流区峰值温度设定为焊料熔点以上30-50℃(如SAC305建议245-255℃),液相线以上时间控制在60-90秒,避免微带线基板过热。冷却速率控制在2-4℃/s,减少焊点内部应力。
- 局部加热焊接技术对于高密度集成区域或热敏基板,采用激光局部焊接设备,光斑直径0.3-0.5mm,功率调节精度±1%。焊接过程中通过红外测温仪实时监控焊点温度,升温速率≤10℃/ms,峰值温度波动≤±5℃,实现微区域精准加热。
三、设备选型与工装设计
(一)专用焊接工装开发
设计高平整度的石英玻璃载具,平面度误差≤50μm,配合真空吸附系统固定射频板,减少焊接过程中的基板翘曲。针对同轴连接器的圆柱型结构,定制弹性定位治具,通过弹簧顶针实现±50μm的径向定位精度。
(二)检测设备配置
- 焊前AOI检测采用1200万像素以上的线阵相机,配合平行光源系统,检测焊盘污染、连接器偏移等缺陷,识别精度≤50μm。
- 焊后X-Ray检测使用微焦点X射线检测仪(分辨率≤10μm),观察焊点内部的IMC层厚度、气孔率及引脚浸润情况,结合图像分析算法自动判定焊点质量等级。
- 电气性能测试焊接完成后,通过矢量网络分析仪(VNA)进行驻波比(VSWR)测试,在目标频段内(如24-30GHz)驻波比应≤1.2,若超过1.5则判定为焊接缺陷需返工。
四、质量保障体系构建
(一)过程能力指数(CPK)监控
对贴装位置偏差、焊膏厚度、焊接温度等关键参数进行实时CPK统计,要求CPK≥1.33。建立SPC控制图,当连续5个样本超出±1.5σ范围时自动触发工艺预警。
(二)可追溯性管理
在PCBA加工流程中,对每块射频板的焊膏批次、贴片机程序版本、焊接曲线参数等信息进行区块链存证,确保全制程数据可追溯。返工过程需记录专用工具编号、操作时间等信息,避免二次焊接对基板造成损伤。
(三)失效模式分析(FMEA)
针对同轴连接器焊接建立FMEA表格,重点分析"焊盘氧化""贴装偏移""热应力开裂"等失效模式,制定预防措施(如增加焊前等离子处理工序)与探测手段(如自动光学检测),将风险优先级(RPN)控制在80以下。
结语
在5G通讯基站射频板的SMT贴片加工中,同轴连接器与微带线的精准焊接是保障高频信号传输性能的核心技术。通过焊前设计优化、精密贴装控制、焊接工艺窗口精准调控及全流程质量管控,可有效提升焊接一致性与可靠性。随着毫米波通信技术的普及,需进一步研究新型焊接材料(如纳米焊料)与智能检测技术(如AI视觉识别),持续突破高频焊接的精度极限,为下一代无线通信设备的高性能化提供工艺支撑。
因设备、物料、生产工艺等不同因素,内容仅供参考。了解更多smt贴片加工知识,欢迎访问深圳SMT贴片加工厂-1943科技。


 2024-04-26
2024-04-26

